The team at Light Bicycle is committed to producing a better carbon 650b rims & 650b wheels. Therefore, after months of testing and rider feedback on the newly released 27.5 carbon rim, Light Bicycle has moved to completely overhaul the manufacturing process greatly improving the strength and reliability of the 650b bikes rims.
During the redesign, we focused on five main improvements, carbon length/layup, carbon base ring removal, air bladder removal, internal uniformity improvement, and enhance testing protocols.
1.The standard carbon layup procedure involves forming the rim out of three pieces, this simplifies and accelerates production however there are a few drawbacks in comparison to using a single piece in forming. Swapping over to single piece construction took a good amount of work but the benefits are worth it. Based on the single point of overlap the new rims are both stronger and lighter.
2. Another standard trend that we decided to change is that of using a pre-cured carbon ring as a base to build the wheel from. Again this simplifies and accelerates production, increasing uniformity during the old way of manufacturing. However there are a few notable drawbacks, chief among them performance loss with weight and ruggedness. When using a pre-cured ring in forming, the ring has to be heated again when going through final curing. This can impact the strength of the rim, so normally the ring is made extra thick to preserve strength at the cost of weight.
With our new process we completely changed the layup schedule and manufacturing, forgoing the standard pre-cured ring. This takes a little longer and more effort but we have found the results to be excellent. In spoke tension testing the new rim could maintain twice the resistance while still shaving weight overall.


Curing carbon ring
3. A third major difference in the manufacturing process is centered on air bladder removal. In the past due to the type/thickness of bag, a square hole was used in removal. This square notch was a weak point even after a carbon patch was installed and main rim structure was not as strong as it could be. With a change to the bag material we were able to use a smaller round hole for removal. At the end of the curing process the hole is then used as a standard spoke hole eliminating any excess loss of material or inherent weakness.

4. One of the major goals of the redesign was to improve internal uniformity of each rim. If a rim is not uniform it’s inevitable that there will be weak points that result. After the layup rescheduling, removal of the pre-cured carbon ring from the process, and change in the air bag removal the resulting rim is a huge step forward in strength and uniformity.
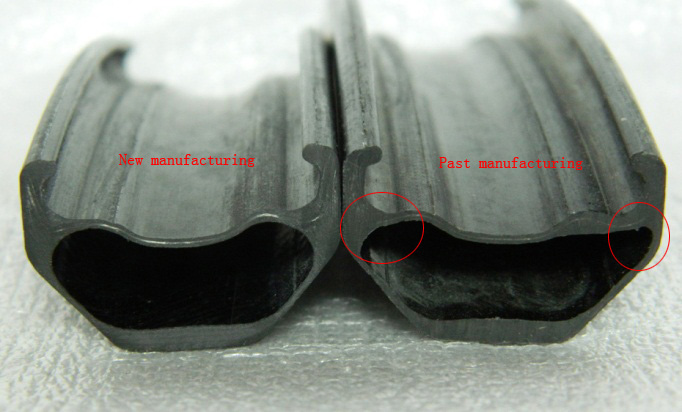
650B carbon rim cross section
5. Finally to top off the new 650b rims design we needed to be able to get true insight into the changes that were being made therefore we expanded the quality assurance testing. Several new tests as well as expansion on existing tests took place. List of current testing regiment is below.
| Test item
|
Standard
|
Remarks
|
| Lateral stiffness
|
5mm↓
|
Testing weight: 4.72kg
|
| Tire pressure
|
0.5mm↓ rim width formation
|
Tire pressure 60psi
|
| Spoke tension
|
300KG↑
|
No visible crack
|
| Breaking test
|
300KG↑
|
No visible crack
|
| Impact test
|
600mm/22.5KG
|
No visible crack
|
| Inspection item
|
Standard
|
| Inner width
|
23+/-0.15mm
|
| Spoke hole diameter
|
4.5+/-0.15mm
|
| Valve hole diameter
|
6.4+/-0.15mm
|
| Appearance
|
clean, even, no stain
|
| abnormal noise
|
Shaking, nothing left in the rim
|
| Number of holes
|
24, 28, 32, 36…
|
| Weight
|
standard +/-15g
|
| Flatness
|
0.3mm↓
|
| Roundness
|
apex – nadir ≦ 0.6mm
|
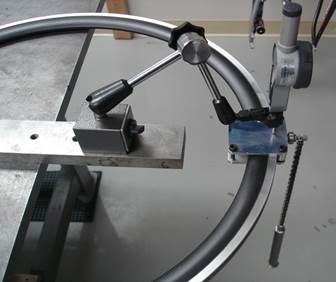
650b rim lateral stiffness test
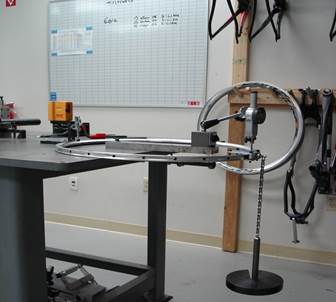
27.5er rim lateral stiffness test

650b rims width check after tire pressure

650b rim spoke tension test

650b rims impact test
New Update : All wide 29er all mountain rim, 27.5er rim and New 26er DH rim(33mm wide&30mm deep rim) are now all used new process. And For new process rims, only can be available for Light-bicycle. We haven't sold to any other local trade companies.
Learn more about: How to distinguish rims with new & old manufacture process
March 10th, 2013 | Light Bicycle




















